News & Events
JTEKT Machinery News and Events from the Field

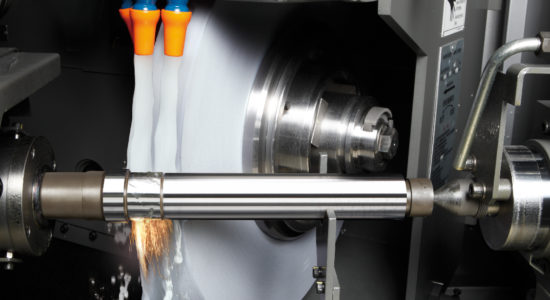
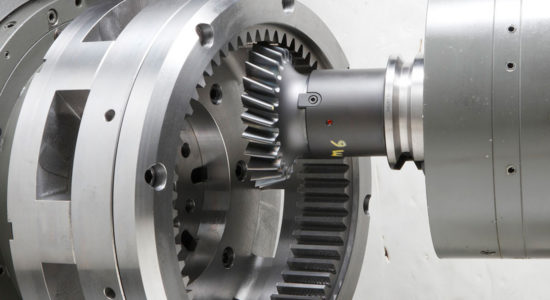
Stecker Machine Co., Inc. was in search of a solution for machining, deburring and washing a large casting weighing almost 200 lb. The part, a large front engine cover for a diesel engine, required a highly accurate and heavy-duty machine to remove metal and hold precise tolerances. The size and weight of the part made handling by an operator difficult and time consuming.
Stecker's list of requirements for the task included:
"Since the parts could be processed in a 630 mm machine, it lowered the equipment cost and increased the output potential," said Joel Kaeppler, Vice President, Stecker Machine Co. "A separate, smaller robot for the deburring of parts was included so the main robot would not be interrupted by a long deburring cycle - possibly holding up other resources in the cell. A custom washer was developed by Renegade to focus directly on holes that would not be properly addressed with a conventional spray washer. This addressed the problem we had on previous parts with contamination in small blind holes. An inspection conveyor was used to allow the operator to review the parts after machining, and prior to pressure testing and final packaging."
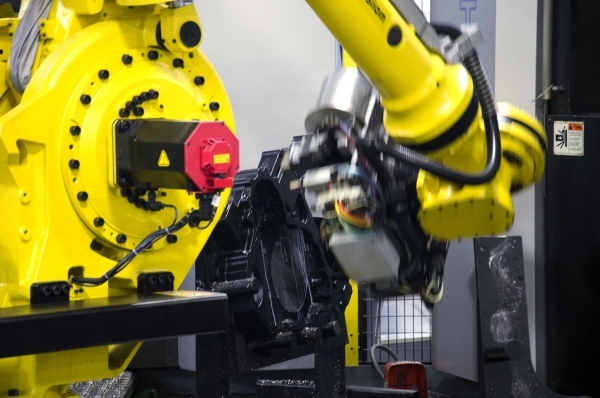
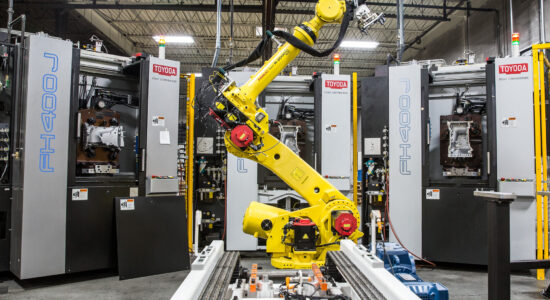
State Machine Tool, Inc., JTEKT Machinery's Wisconsin distributor, designed and integrated a robot cell with the machining centers using a FANUC M900 robot with vision to manipulate the parts through the cell and a FANUC M10 robot for the deburring of parts. The FANUC M-900iA/260L robot was selected for its 10' reach and 575 lb. payload capacity. This allowed the robot to reach all operations, from removing and verifying parts from the raw packaging, through the machining process, deburring robot and wash, and finally through the inspection and pressure test operation.
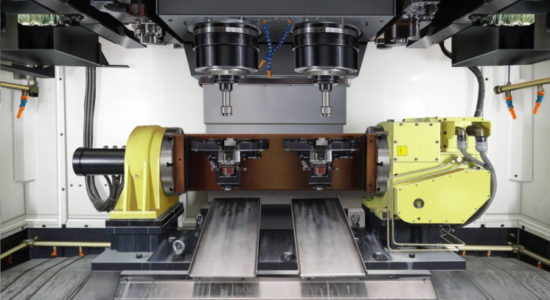
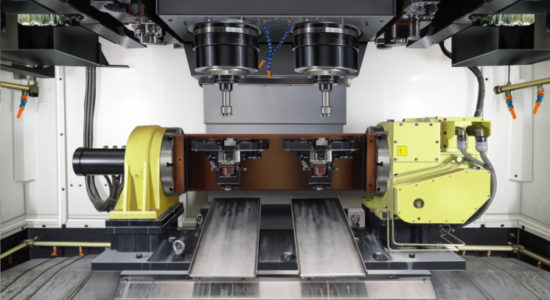
Cell operation begins when parts are dropped off via forklift in stacks of five, separated by plywood. The heart of the cell, the FANUC M900 robot, uses a vacuum pad to move the plywood to a shelving unit. It then uses the FANUC vision system, which State Machine adapted to be able to identify black painted parts, to verify the identity of the raw part. After verifying the workpiece, the M900 robot loads the part into the machines. The first machine does ops 10, 30 and 50, while the other machine does ops 20 and 40. This breakdown of operations was done to balance cycle times between machines and to optimize output. Transition stands are used between machines to hold the parts until the next operation is available for loading. To accommodate loading and unloading on both sides of the pallet for ops 10 and 50, State Machine programmed the robot to rotate pallet A 180°.
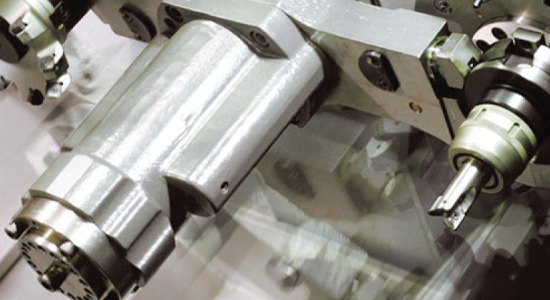
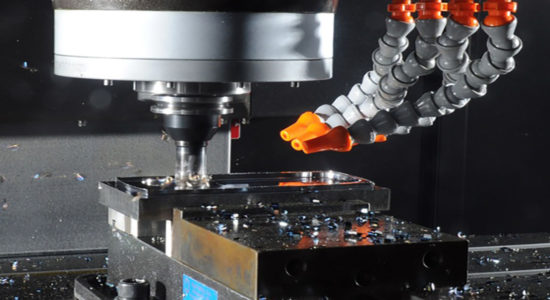
The HMCs use a laser eye for efficient broken tool detection during production to minimize the risk of multiple defective parts in the event of a tool failure. After machining is complete, the robot moves the machined part to a deburring station equipped with the FANUC M10. This smaller robot deburrs side one, then the M900 robot flips the part over and the other side is deburred.

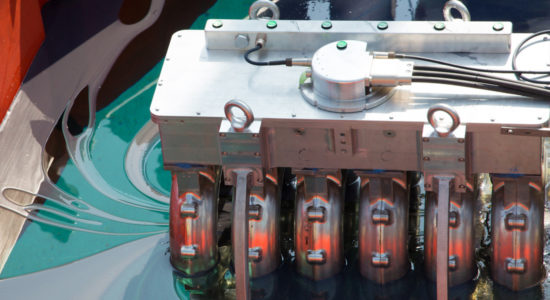
The robot then places the deburred part into a high-pressure cabinet. This customized cabinet was designed and built by Renegade, based on input from Stecker Machine, to address all areas of concern. After the washing is complete, the robot moves it to a conveyor belt, where the part is inspected by the operator for bore sizes, critical dimensions and foundry defects. When the part passes inspection, it is reintroduced into the cell and the robot moves the part to the leak tester, which pressurizes the inside of the part for the decay test. If the part fails, it is returned to the operator on the inspection conveyor for further evaluation. If there is no visual evidence of the cause for the leak, it is retested. Otherwise, it is removed from the cell and quarantined for the defect. Parts that pass the leak test are moved to the final packaging for shipment to the customer. The robot will properly orient the part, as well as manipulate the dedicated packaging used between parts to prevent shipping damage.
The entire automation cell is run by a single operator who inspects the quality of the part and maintains tooling is performing as it should. The cell runs two parts per hour and has the capability of running two different part numbers with virtually zero downtime to switch between part numbers. Since implementation, Stecker Machine has noticed that it is scrapping fewer parts and getting more output because of increased consistency in loading and handling of parts, deburring and parts washing.
"As mentioned, this cell is used for precision machining of a large front engine cover for a diesel engine," said Kaeppler. "The output improved by about 25% compared to the larger machines that were used prior to moving into the cell. In addition, the finished product is more consistent due to the part-specific washer and automated deburring."
As for future automation plans, Stecker Machine is looking to continue to utilize robotic cells for high-production jobs or those that require material handling of large parts.
Stecker Machine's philosophy is "Solutions for Manufacturing Challenges." "Stecker works with customers to determine the best and most cost-effective way to address the opportunities that they bring to us," said Kaeppler. "This is accomplished by how we train our employees and giving them the opportunity to provide input, as well as collaborating with suppliers to determine the best solution for a given manufacturing challenge. These resources enable Stecker to react more quickly than other similar suppliers due to our flexibility to assign internal resources to meet the manufacturing challenges of our customers."
Gerald Stecker, a journeyman tool and die maker, started his tool and die business out of his garage with his brother in 1973. They began precision CNC production machining in 1989. Today, the company features a diverse range of CNC machines to meet a wide range of customer requirements. These machines include various sizes of horizontal and vertical machining centers, as well as turning centers. Stecker utilizes robotic technology for part loading, deburring and packaging on several different parts throughout the plant. The company is most competitive on jobs with annual quantities of 1,000 to 100,000. However, prototypes and service volumes are well within the company's capabilities when they are related to production jobs. The shop can machine most ferrous and non-ferrous materials in cast, extruded, plate and bar form, including cast iron, cast aluminum-die, cast, permanent mold, sand cast, austempered ductile iron and cast steel. Value-added services include pressure testing, sub-assemblies, assembly and welding services. Subcontractor relationships have been established to provide other complementary services such as heat treating, painting and coatings that are applied to the castings that are machined.
Stecker Machine's quality department provides exceptional production support, including clear and concise documentation and instructions meeting TS16949 standards, CMM inspection, millipore cleanliness testing, high-accuracy custom gaging, hardness testing, surface finish testing and roundness testing. "We are committed to providing a superior product that meets or exceeds customer expectations," said Kaeppler. "The in-house design and fixture build team provide designs and tooling with short lead times to meet the customers' specifications. Our staff uses the latest modeling, fixture design and CNC software along with constant reinvestment into new technology to remain a leader in the machining industry."
This article was previously published in the January 2014 issue of Manufacturing News.